
淮海能源车,绿色出行新潮流,引领未来出行革命
随着全球气候变化和环境问题日益严重,绿色出行成为全球共识。我国政府高度重视新能源汽车产业的发展,将其作为国家战略。淮海能源车作为新...
扫一扫用手机浏览
1 弁言
天铁热轧1750mm 立辊轧机位于R2 四辊可逆粗轧机之前,与R2轧机共同形成全能式粗轧机,此中侧压装配是立辊的主要构成部门,其作用主要是对加热炉出来的板坯进行侧边轧制,并节制板坯宽度尺寸和外形,同时将板坯边部的铸态组织变为轧态组织,避免在程度轧制进程中发生边裂,影响板坯质量。
天铁1750mm 轧机投产7年多,前期装备运行优越,但跟着临盆节拍的加速,装备磨损加年夜,精度低落,是以在临盆进程中,小轮碎裂、球面垫失落落等侧压装配频仍呈现故障,造成了立辊轧机倾斜的征象,直接影响了正常轧钢工序。经由过程对事故征象的缘故原由阐发和改良,低落了立辊轧机倾斜故障率 ,保障了临盆的顺遂进行。
2 立辊轧机侧压装配的布局与事情原理
2.1 立辊轧机侧压装配布局
测压装配散布于轧机传动侧和操作侧,全体采纳液压驱动,每侧由均衡液压缸 (以下简称均衡缸)、两个AWC 液压缸(以下简称 AWC 缸)和均衡梁等构成。AWC 缸与均衡缸配合作用时,实现轧辊的启齿度的设定,两侧侧压装配可单动,也可联动。AWC缸与均衡缸均固定在机架上。侧压装配详细参数如下:
最年夜轧制力矩(过载系数 2.75,5 s 电机跳闸):2×616 kN-m;
轧制速率(最年夜辊时):±2.9~5.67 m/s;侧压速率(单侧):80 mm/s;
最年夜侧压量:60 mm(双侧,低碳钢,厚度 230mm);
立辊启齿度:720~1 750 mm;
AWC 液压缸:覬400/覬320×895 mm,事情压力 27MPa;
均衡液压缸:覬220/覬140×1 925 mm,事情压力8~12 MPa。
测压装配见图 1。
2.2 侧压装配事情原理
侧压装配其配合作用可调整轧辊的启齿度。该装配配有短行程节制 (SSC) 功效+主动宽度节制(AWC)功效。短行程节制(SSC)用于节制年夜侧压引起的头、尾形装偏差。主动宽度节制(AWC)主要用于修正轧制力变化引起的宽度偏差。SSC、AWC 的节制是由液压伺服体系实现的。
AWC 缸经由过程球面垫与轧辊轴承座相接。其作用是:带动轧辊装置在机架内活动。AWC 缸均带位移传感器,用于 AWC 缸地位检测和同步节制。AWC 缸可带负荷调整。在 AWC 缸液压伺服体系上装有压力传感器,用于检测轧制压力。
均衡缸经由过程衔接板与均衡梁相连,均衡梁上下钩部门别与上下轧辊轴承座相接。均衡梁的侧面装有滑板,上部装有小轮。均衡缸作用是:一方面在正常事情状况下经由过程均衡梁始终将轧辊装置拉靠在AWC 缸头部上,打消球面垫与 AWC 缸头部之间、球面垫与轴承座之间的间隙。均衡缸带位移传感器,用于轧辊地位检测。
3 立辊倾斜故障缘故原由阐发
因为轧线只有一架立辊轧机,每块板坯轧制五道次,此中一、三、五道次带有减宽轧制设定,二、四道次打开,是以轧机事情量较年夜,侧压装配动作频仍,很容易呈现倾斜故障,从而影响正常临盆。立辊倾斜缘故原由主要是由立辊均衡梁小轮故障和球面垫失落落所引起。
3.1 均衡梁小轮故障缘故原由阐发
均衡梁小轮如图 2 所示,将均衡梁固定在机架内,并保证均衡梁在机架内往复活动。跟着装备精度的低落,在临盆进程中,小轮常常会呈现卡死、轴承碎裂等故障,造成均衡梁运行不屈稳,均衡缸压力过年夜,立辊轧机报倾斜,影响轧钢临盆。经由过程多次检修调换反省,阐发其缘故原由为:现场情况恶劣,立辊轧机前部装有高压水除磷装配,粉尘、铁屑较多,水量年夜,小轮无密封,仅有轴承挡圈,容易进入小轮轴承内部,造成轴承卡死或加剧轴承滚珠磨损,致使轴承毁坏;润滑不良或润滑油孔堵塞,轴承永劫间处于无润滑油状况,造成轴承卡死;小轮加油不便利,见图 2。
油孔1 为加油孔,每次加油都需将固定螺栓拆除,且空间狭窄,晦气于加油;小轮滑道粉尘较多,容易聚积,从而增长小轮运行阻力,造成小轮受力不均,均衡缸压力过年夜;小轮轴承强度不够,滚珠容易碎裂;多次调换小轮轴,造成均衡梁固定孔与轴间隙加年夜,小轮往复摆动使固定孔形成卵形,致使小轮毁坏。
3.2 球面垫失落落故障缘故原由阐发
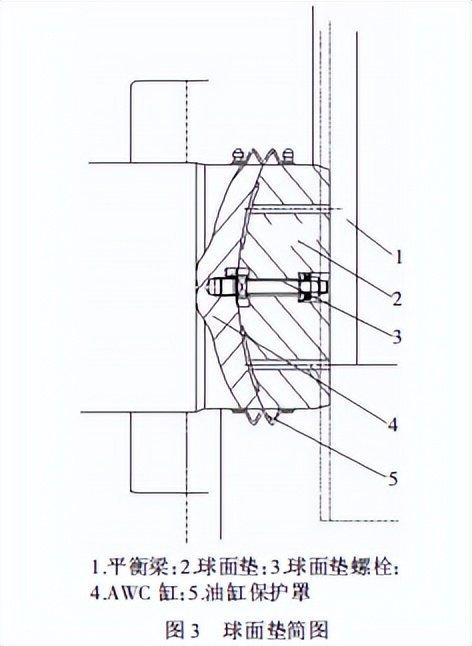
球面垫在轧钢进程中,最年夜轧制力为 4 000kN,遭遇较年夜冲击力,尤其是下缸,很容易使螺栓剪短、球面垫失落落,从而造成立辊报倾斜。阐发其缘故原由为:球面垫螺栓强度低,螺栓倒角处存在应力集中或应力颠末热处置未消失;螺栓常常断裂,造成AWC 缸缸头螺纹毁坏,与螺栓共同间隙年夜,螺栓晃悠致使断裂;滑板磨损,精度低落,均衡梁与牌楼的间隙增年夜,轧钢进程中,均衡梁摆动,带动球面垫,使螺栓断裂;AWC 缸寄托卡环固定在立辊牌楼上,轧钢进程中,冲击力年夜,尤其第一道次,造成 AWC缸卡环与 AWC 缸体之间间隙年夜,且牌楼磨损(现场查看,发现轧机出口磨损较年夜,进口有稍微磨损),临盆进程中,缸体不规矩摆动,造成螺栓断裂;上下 AWC 缸分歧步,在工艺操作职员拍快开时(拍快开,均衡缸和 AWC 缸同时缩回),均衡梁倾斜,造成某一个球面垫承压过年夜,致使螺栓断裂。球面垫见图 3。
4 立辊倾斜故障改进步伐
为了低落立辊倾斜故障率,联合现场现实环境,订定了详细改良步伐。
小轮按期润滑,将变质润滑油和粉尘挤出;安装小轮时,安装正确,确保油道通顺,防止杂物进入轴承内部,轴承挡圈坚固;小轮前方增长刮尘板,在小轮运行进程中,提前将聚积粉尘肃清,便于小轮运行安稳;小轮轴承改用入口 SFK 轴承,进步轴承强度;变动小轮润滑油道,同时在轴上开槽,便于小轮加油;应用年夜修光阴,对均衡梁固定小轮孔进行修复;按期反省小轮运转环境,便于提前发现问题,实时处置。
球面垫螺栓采纳高强螺栓,螺栓倒角改为圆角,并进行热处置消应;对 AWC 缸缸头螺孔螺纹进行修复,或者加年夜螺纹,变动螺栓;按期丈量牌楼与均衡梁之间的间隙,过年夜时滑板恰当加垫,保证牌楼与均衡梁的尺寸共同在 1.4~2.1 mm;AWC 缸卡环履行一对一轨制,下线后,依据 AWC 缸丈量尺寸进行修复,保证公役共同,从而使 AWC 缸固定优越;牌楼磨损处按期进行修复,保证安装精度;球面垫下方加焊托架,如许纵然球面垫螺栓断裂,也可保证不失落落,维持正常临盆;按期检测油缸旌旗灯号和伺服阀旌旗灯号反馈,确保油缸同步。
5 改良后后果
颠末对侧压装配采取的一系列改良,改善了小轮事情情况及小轮强度,使小轮故障率年夜年夜低落,由每年 5~6 次低落到每年 1~2 次,取得了优越的后果;在保证装备精度的环境下,球面垫失落落次数显著削减。均衡梁小轮和球面垫的改善,削减了立辊倾斜故障率,保障了临盆的顺遂进行,同时低落了备件损耗,勤俭本钱。
6 停止语
经由过程对峙辊轧机倾斜故障进行阐发,找出了故障缘故原由,提出了详细改良计划,改良后低落了立辊轧机倾斜故障率 ,保障了临盆的顺遂进行。装备精度是保障装备正常运行的紧张因素之一,尤其到装备后期,装备磨损加剧,精度严重低落的环境下,更应保证精度,同时也要增强装备点检制。
更多出色内容,尽在【云轧钢】"号。
随着全球气候变化和环境问题日益严重,绿色出行成为全球共识。我国政府高度重视新能源汽车产业的发展,将其作为国家战略。淮海能源车作为新...

随着全球气候变化和能源危机的日益严峻,绿色出行已成为全球共识。作为我国新能源产业的佼佼者,清苑新能源车凭借其卓越的性能和环保理念,...

随着全球气候变化和环境污染问题的日益严峻,新能源汽车产业在我国得到了飞速发展。氢能源车作为新能源汽车的一个重要分支,因其环保、高效...
随着我国经济的快速发展,汽车已经成为人们出行的重要工具。汽车尾气排放成为城市环境污染的主要来源之一。为了减少环境污染,我国政府大力...

随着我国经济的快速发展,汽车产业日益繁荣,然而汽车尾气排放导致的空气污染和能源消耗问题也日益严重。为应对这一挑战,湛江能源车应运而...
随着全球环境污染问题的日益严重,绿色发展已成为我国的重要战略。在这一背景下,湖南超酷新能源两轮机动车应运而生,以其环保、节能、便捷...
